Bueno he pensado que en vez de poner unos vídeos o fotos sobre nuestras reparaciones de chapa de las diversas zonas del vehículo, pues buscar unos vídeos un poco mas técnicos sobre lo que nosotros ya hemos ido haciendo para albergar mas conocimientos sobre maquinaria y herramientas que probablemente no veamos en clase.
En primer lugar la reparación de una aleta delantera con una multifunción.
http://www.youtube.com/watch?v=2W1Qpubvijk
Aquí podemos ver una reparación de una aleta o panel trasero muy interesante con una técnica que parece muy buena.
http://www.youtube.com/watch?v=rzztcoFuc9U&feature=related
En este caso mostrare un nuevo sistema llamado miracle.
http://www.youtube.com/watch?v=5kK0r85mFUY&feature=related
Iré añadiendo algún vídeo mas que sea de importancia en términos de maquinas semiautomáticas y de nuevas técnicas de trabajo de chapa.
Por otra parte las practicas de interiores.
Pongo un video de como se desarma un panel interior.
http://www.youtube.com/watch?v=heqf9om3ycs
lunes, 27 de febrero de 2012
jueves, 9 de febrero de 2012
Métodos de soldadura
En esta entrada veremos cada uno de los tipos de soldadura utilizados en la automocion asi como caracteristicas y usos de cada uno de ellos.
SOLDADURA OXIACETILÉNICA
http://www.youtube.com/watch?v=EfGhi27euoA
La soldadura oxiacetilénica, o soldadura autógena, es un procedimiento generalmente de soldadura autógena, es decir que las piezas a unir y el metal de aportación son de la misma naturaleza. Esta soladura se realiza llevando hasta la temperatura de fusión los bordes de las piezas a unir, mediante el calor de la llama oxiacetilénica producida por el gas combustible (acetileno) y el gas comburente (oxígeno).
Con la soldadura oxiacetilénica se pueden soldar distintos materiales, como el acero, cobre, latón, aluminio, magnesio, fundiciones y sus respectivas aleaciones. En ocasiones en vez de utilizar el gas acetileno, se utilizan otros como hidrógeno, propano, gas natural, butano, o cualquier otro combustible, aunque no alcanzan tanta temperatura en la llama como el acetileno.
Un equipo portátil moderno de soldadura oxiacetilénica esta compuesto por: botella acetileno (a unos 15 kg de presión) , botella de oxigeno ( a unos 200 kg de presión) , soplete soldador, mangueras y manorreductores.
Seguridad de la soldadura oxiacetilénica.
Es una soldadura homogénea que se emplea para soldar metales y aleaciones. El metal de aportación se deposita fundiendo el electrodo, que será de la misma naturaleza que los metales a soldar. El calor necesario para fundir los metales se genera con energía eléctrica forzando el paso de corriente entre el electrodo y la pieza hasta formar el arco eléctrico.
Ventajas e inconvenientes soldadura por electrodo revestido
Ventajas: se realiza con rapidez y facilidad, *los equipos son fáciles de manejar y de bajo coste, buena fusión de bordes y penetración del material de aportación.
Inconvenientes: *no es apropiada para pequeños espesores, *aporta mucho calor y puede modificar la estructura interna de los metales, *los gases que se desprenden pueden ser absorbidos por el metal fundido y alterar este sus propiedades mecánicas.
Fuente de alimentación: consta de un transformador de corriente continua o alterna. La corriente de entrada es la tensión de red: 220 V monofásica, o 380 V trifásica.
Red eléctrica: el equipo se conectará a una red eléctrica (220 ó 380 V), con una potencia contratada suficiente.
Pinza de masa: es la encargada de cerrar el circuito eléctrico a masa. Pinza porta-electrodo: similar a la anterior, con diferencia de que este en su extremo lleva una pinza porta-electrodos debidamente aislada que permite sujetar el electrodo.
Causas: Excesiva intensidad, velocidad de soldeo lenta, electrodo demasiado grueso, distancia excesiva entre los bordes.
Características y ventajas del sistema TIG:
Equipo:
Dentro del campo de soldadura por rayo láser podemos encontrar varios tipos como:
SOLDADURA OXIACETILÉNICA
http://www.youtube.com/watch?v=EfGhi27euoA
La soldadura oxiacetilénica, o soldadura autógena, es un procedimiento generalmente de soldadura autógena, es decir que las piezas a unir y el metal de aportación son de la misma naturaleza. Esta soladura se realiza llevando hasta la temperatura de fusión los bordes de las piezas a unir, mediante el calor de la llama oxiacetilénica producida por el gas combustible (acetileno) y el gas comburente (oxígeno).
Con la soldadura oxiacetilénica se pueden soldar distintos materiales, como el acero, cobre, latón, aluminio, magnesio, fundiciones y sus respectivas aleaciones. En ocasiones en vez de utilizar el gas acetileno, se utilizan otros como hidrógeno, propano, gas natural, butano, o cualquier otro combustible, aunque no alcanzan tanta temperatura en la llama como el acetileno.
Un equipo portátil moderno de soldadura oxiacetilénica esta compuesto por: botella acetileno (a unos 15 kg de presión) , botella de oxigeno ( a unos 200 kg de presión) , soplete soldador, mangueras y manorreductores.
Seguridad de la soldadura oxiacetilénica.
Se prohíben las trabajos de soldadura y corte, en locales donde se almacenen materiales inflamables, combustibles, donde exista riesgo de explosión o en el interior de recipientes que hayan contenido sustancias inflamables.
Para trabajar en recipientes que hayan contenido sustancias explosivas o inflamables, se debe limpiar con agua caliente y desgasificar con vapor de agua, por ejemplo. Además se comprobará con la ayuda de un medidor de atmósferas peligrosas (explosímetro), la ausencia total de gases.
Se debe evitar que las chispas producidas por el soplete alcancen o caigan sobre las botellas, mangueras o líquidos inflamables.
No utilizar el oxígeno para limpiar o soplar piezas o tuberías, etc., o para ventilar una estancia, pues el exceso de oxígeno incrementa el riesgo de incendio.
Los grifos y los manorreductores de las botellas de oxígeno deben estar siempre limpios de grasas, aceites o combustible de cualquier tipo. Las grasas pueden inflamarse espontáneamente por acción del oxígeno.
Si una botella de acetileno se calienta por cualquier motivo, puede explosionar; cuando se detecte esta circunstancia se debe cerrar el grifo y enfriarla con agua, si es preciso durante horas.
Si se incendia el grifo de una botella de acetileno, se tratará de cerrarlo, y si no se consigue, se apagará con un extintor de nieve carbónica o de polvo.
Después de un retroceso de llama o de un incendio del grifo de una botella de acetileno, debe comprobarse que la botella no se calienta sola.
Procedimiento Soldadura oxiacetilénica.
Por ejemplo, para unir dos chapas metálicas, se coloca una junto a la otra en la posición en que serán soldadas; se calienta la unión rápidamente hasta el punto de fusión y por la fusión de ambos materiales se produce una costura o cordón de soldadura.
Para conseguir una fusión rápida e impedir que el calor se propague, se usa el soplete, que combina oxígeno (como comburente) y acetileno (como combustible). La mezcla se produce con un pico con un agujero por donde sale el acetileno, rodeado de cuatro o más agujeros por donde sale oxígeno . Ambos gases se combinan antes de salir por el pico y entonces se produce una llama delgada característica de color celeste. (tener precaución en la manipulación ya que a veces la llama se torna invisible sin que merme su calor).
El efecto del calor funde los extremos que se unen al enfriarse y solidificarse logrando un enlace homogéneo.
No conviene su uso para uniones sometidas a esfuerzos, pues, por efecto de la temperatura, provoca tensiones residuales muy altas, y resulta además más cara que la soldadura por arco.
SOLDADURA ELÉCTRICA CON ELECTRODO REVESTIDO
Es una soldadura homogénea que se emplea para soldar metales y aleaciones. El metal de aportación se deposita fundiendo el electrodo, que será de la misma naturaleza que los metales a soldar. El calor necesario para fundir los metales se genera con energía eléctrica forzando el paso de corriente entre el electrodo y la pieza hasta formar el arco eléctrico.
Ventajas e inconvenientes soldadura por electrodo revestido
Ventajas: se realiza con rapidez y facilidad, *los equipos son fáciles de manejar y de bajo coste, buena fusión de bordes y penetración del material de aportación.
Inconvenientes: *no es apropiada para pequeños espesores, *aporta mucho calor y puede modificar la estructura interna de los metales, *los gases que se desprenden pueden ser absorbidos por el metal fundido y alterar este sus propiedades mecánicas.
Equipo de soldadura eléctrica formado por:
Fuente de alimentación: consta de un transformador de corriente continua o alterna. La corriente de entrada es la tensión de red: 220 V monofásica, o 380 V trifásica.
Red eléctrica: el equipo se conectará a una red eléctrica (220 ó 380 V), con una potencia contratada suficiente.
Pinza de masa: es la encargada de cerrar el circuito eléctrico a masa. Pinza porta-electrodo: similar a la anterior, con diferencia de que este en su extremo lleva una pinza porta-electrodos debidamente aislada que permite sujetar el electrodo.
Características de una buena fuente de alimentación:
Suficiente tensión de vacío para asegurar un cebado y un reencendido (entre 45 y 100 V), siempre superior a la tensión de cortocircuito. *Tensión de cortocircuito (cebado) no muy alta. *Intensidad de cortocircuito capaz de suministrar entre el electrodo y la masa 300 A. *Fácil y rápida regulación de la intensidad. *Robusta, ligera y de fácil transporte. *Factor de marcha alto: 75% para poder soldar y 25% de parada.
Faces de cebado del arco
Inicio: el aire está frío, por lo tanto, no es conductor y no salta el arco eléctrico. *Cortocircuito: al producirse el contacto del electrodo en la pieza, circula una gran intensidad de corriente. En este momento, se calienta el electrodo y se desprenden del revestimiento sustancias ionizantes que quedan en suspensión con el aire y lo hacen conductor eléctrico.
Formación del arco: al separar el electrodo, el aire ionizado que queda entre el electrodo y la pieza es conductor y, por lo tanto, deja saltar la corriente estableciéndose el arco eléctrico.
Formación del cordón de soldadura
Formación del cordón de soldadura
El arco eléctrico obtenido funde el metal y forma en la pieza una pequeña depresión, a la vez que funde el electrodo, que se desprende en forma de gotas que se incorporan y fusionan con las piezas, creándose el cordón de soldadura.
Equipo de protección: pantalla protectora con cristales inactínicos, guantes de cuero, delantal y polainas, mascarilla.
Materiales de aportación (electrodos)
Son varillas de metal cubiertas con sustancias adecuadas al tipo de soldadura. La medida de electrodos más utilizada es de 2,50 x 350 y 3,25 x 350 mm. El primer número indica el diámetro del electrodo (1,5-2,5,etc.) y el segundo número la longitud total del electrodo.
Finalidad del revestimiento
Eléctrica: Favorece el cebado del arco eléctrico y la estabilidad del mismo gracias a las sustancias ionizantes que se producen en su combustión. Mecánica: Disminuye la velocidad de enfriamiento del cordón. Permite también la obtención de cordones de soldadura más planos y de mejor aspecto. Metalúrgica: Protege al baño de fusión de la soldadura de la oxidación y retrasa el enfriamiento del cordón con la escoria, aumentando su dureza y rigidez. Disminuye el riesgo del electrodo y ayuda al soldeo en posiciones difíciles.
Electrodos según el metal base:
Electrodos para soldadura de aceros ordinarios, para soldadura de aceros especiales (aceros inoxidables), para recargues duros, para soldadura de fundición, para soldadura de metales no férreos (aluminios).
Electrodos según el tipo de revestimiento
Oxidantes, Ácidos, Celulósicos, Rutilos, Básicos.
Elección del tipo de electrodo en función de:
La naturaleza y espesor del metal base, *La penetración que se desea, *La posición de soldeo, *La máquina disponibles y la tensión (alterna o continua) que emplea, *Las características mecánicas de la unión. Resistencia a la tracción mínima, (kg/mm2).
Defectos en la soldadura. Falta de penetración:
Un aumento de la tensión y disminución de la intensidad, debido a una separación excesiva del electrodo y la pieza. *Mal ajuste inicial del equipo, poca intensidad y electrodo de diámetro pequeño.Causas: Excesiva intensidad, velocidad de soldeo lenta, electrodo demasiado grueso, distancia excesiva entre los bordes.
Seguridad y normativa vigente.
SOLDADURA MIG/MAG
http://www.youtube.com/watch?v=vNGL518JkTo
http://www.youtube.com/watch?v=10xk7ROEvpc&feature=related
http://www.youtube.com/watch?v=vNGL518JkTo
http://www.youtube.com/watch?v=10xk7ROEvpc&feature=related
La soldadura por arco con hilo electrodo fusible y protección gaseosa (procedimiento MIG y MAG) utiliza como material de aportación un hilo electrodo continúo y fusible, que se alimenta automáticamente, a través de la pistola de soldadura, a una velocidad continua pero regulable. El baño de fusión está completamente cubierto por un chorro de gas protector, que también se suministra a través de la pistola.
El procedimiento puede ser totalmente automático o semiautomático. Cuando la instalación es totalmente automática, la alimentación del alambre, la corriente de soldadura, el caudal de gas y la velocidad de desplazamiento a lo largo de la unión, se regulan previamente a los valores adecuados, y luego, todo funciona de forma automática.
En la soldadura semiautomática la alimentación del alambre, la corriente de soldadura y la circulación de gas, se regulan a los valores convenientes y funcionan automáticamente, pero la pistola hay que sostenerla y desplazarla manualmente. El soldador dirige la pistola a lo largo del cordón de soldadura, manteniendo la posición, longitud del arco y velocidad de avance adecuados.
Ventajas y limitaciones de la soldadura MIG/MAG.
A continuación se citan algunas de las ventajas más importantes de este procedimiento.
•Puesto que no hay escoria y las proyecciones suelen ser escasas, se simplifican las operaciones de limpieza, lo que reduce notablemente el costo total de la operación de la soldadura. En algunos casos, la limpieza del cordón resulta más cara que la propia operación de soldeo, por lo que la reducción de tiempo de limpieza supone la sensible disminución de los costos.
•Fácil especialización de la mano de obra. En general, un soldador especializado en otros procedimientos, puede adquirir fácilmente la técnica de la soldadura MIG/MAG en cuestión de horas. En resumidas cuentas todo lo que tiene que hacer el soldador se reduce a vigilar la posición de la pistola, mantener la velocidad de avance adecuada y comprobar la alimentación de alambre se verifica correctamente.
•Gran velocidad de soldadura, especialmente si se compara con el soldeo por arco con electrodos revestidos. Puesto que la aportación se realiza mediante un hilo continúo, no es necesario interrumpir la soldadura para cambiar electrodo. Esto no solo supone una mejora en la productividad, sino también disminuye el riesgo de defectos. Hay que tener en cuenta las interrupciones, y los correspondientes empalmes, ya que son con frecuencia, origen de defectos tales como inclusiones de escoria, falta de fusión o fisuras en el cráter.
•Se puede realizar el soldeo en cualquier posición.
•La gran velocidad del procedimiento MIG/MAG también influye favorablemente en el aspecto metalúrgico de la soldadura. Al aumentar la velocidad de avance, disminuye la amplitud de la zona afectada de calor, hay menos tendencia de aumento del tamaño del grano, se aminoran las transformaciones de estructura en el metal base y se reducen considerablemente las deformaciones.
•Las buenas características de penetración del procedimiento MIG/MAG permiten la preparación con bordes más cerrados, con el consiguiente ahorro de material de aportación, tiempo de soldadura y deformación. En las uniones mediante cordones en ángulo también permite reducir el espesor del cordón en relación con otros procedimientos de soldeo.
Equipo de soldeo.
El equipo de soldeo para la soldadura MIG/MAG está constituido fundamentalmente por:
· Cable de masa.
· Agua o aire hacia la pistola.
· Agua o aire desde la pistola.
· Conexión del interruptor de la pistola.
· Gas de protección hacia la pistola.
· Conjunto de cables.
· Gas de protección desde el cilindro o botella.
· Conexión de control.
· Cable de la pistola.
Corriente de soldadura.
El tipo de corriente tiene una gran influencia sobre los resultados de la soldadura. La corriente continua con polaridad inversa, es la que permite obtener mejores resultados. En este caso, la mayor parte del calor se concentra sobre el baño de fusión, lo que mejora la penetración de la soldadura. Además, la corriente continúa con polaridad inversa, ejerce una enérgica acción de limpieza sobre el baño de fusión, lo que tiene gran importancia en la soldadura de metales que den óxidos pesados y difíciles de reducir, como en el caso del aluminio y el magnesio.
La soldadura MIG con polaridad directa resulta impracticable por diversas razones:
•Da cordones muy anchos y de pequeña penetración;
•Produce excesivas proyecciones, y no presenta la acción de limpieza que se menciona en la polaridad inversa.
•La mayor parte de los inconvenientes de la soldadura de polaridad directa, se derivan de la forma en que se verifica el transporte del metal de aportación.
Mientras que en la polaridad inversa el transporte se realiza en forma de pequeñas gotas (transporte de pulverización o spray transfer). En polaridad directa, este transporte se verifica en forma globular y errática. En cuanto a la corriente alterna, no es recomendable por las grandes diferencias de todo tipo que se presentan en cada semiciclo.
Los equipos por proceso Mig, son ventajosos para aplicaciones de soldadura de aluminio o para cualquier soldadura que requiera buena presentación y resistencia La soldadura MIG presenta ventajas con respecto a los sistemas de soldadura convencional gracias al sistema de enfriamiento y protección de arco ofrecido por distintos gases como Argón y CO2.
Modos de transferencia
La transferencia del metal en el arco puede realizarse por spray, globular, cortocircuito y pulsado.
En la transferencia por arco-spray las gotas del material de aportación son iguales o menores que el diámetro del alambre y su transferencia se realiza desde el extremo del alambre al baño fundido en forma de una corriente axial de gotas finas. Este tipo de transferencia se obtiene con altas intensidades y altos voltajes. Mediante este modo de transferencia se consiguen grandes tasas de deposición y rentabilidad.
La transferencia globular se caracteriza por la formación de una gota relativamente grande de metal fundido en el extremo del alambre. La gota se va formando hasta que cae al baño fundido por su propio peso. Este método de transferencia suele provocar falta de penetración y sobreespesores elevados.
La transferencia por cortocircuito se produce por contacto del alambre con el metal depositado. Se obtiene este tipo de transferencia cuando la intensidad y la tensión de soldeo son bajas. Se utiliza este tipo de transferencia para el soldeo en posición vertical, bajo techo y para el soldeo de espesores delgados o cuando la separación en la raíz es excesiva.
La transferencia por arco pulsado se produce por pulsos a intervalos regularmente espaciados. Este tipo de transferencia se obtiene cuando se utiliza una corriente pulsada, que es la composición de una corriente de baja intensidad, que existe en todo momento ya que es constante, y se denomina corriente de fondo o de base, y un conjunto de pulsos de intensidad elevada denominada corriente de pico. La ventaja fundamental de este método es la importante reducción de calor aplicado.
Factores que intervienen en este procedimiento.
En el proceso GMAW como todos los procesos de soldadura, la aplicación de un cordón de soldadura está sujeta a factores que se deban respetar, porque influyen en forma directa en la calidad de la soldadura. Los componentes de estas condiciones son:
•Selección del gas de protección adecuado: El uso de protección, o una mezcla, es un factor determinante en la soldadura, siendo que el uso de determinado gas o de una combinación de gases influyen en la penetración y geometría de un cordón de soldadura.
•Corriente apropiada: de acuerdo con el tipo de trabajo la corriente se disminuirá o se aumentará; es decir, para espesores de material delgado, menor amperaje, mientras que para materiales de grueso espesor se usará amperajes más altos. Como en todos los procesos de soldadura, el amperaje se elige de acuerdo con:
· Tipo de unión.
· Espesor de metal base.
· Tipo de material base.
· Posición de junta.
· Diámetro del alambre electrodo.
· Selección correcta del alambre: El diámetro del electrodo y su composición determina el rango correcto del amperaje. La combinación de estos factores es muy importante, ya que junto con el tipo de unión, espesor de la misma y posición de soldadura, influye en la calidad y coste del metal depositado.
•Extensión del alambre: se puede considerar que la extensión del alambre electrodo es la longitud existente durante la soldadura entre la terminal del tubo de contacto y la punta del alambre electrodo en derretimiento. En soldadura es muy importante tener una correcta extensión.
•Voltaje de arco correcto: La longitud del arco es directamente proporcional al voltaje. Los factores que afectan la operación del arco, en el proceso de soldadura eléctrica manual, también afecta el arco en el proceso de soldadura GMAW porque el voltaje es el potencial eléctrico existente entre la pieza de trabajo y la punta de alambre electrodo durante el proceso en el que se va fundiendo el material de aporte.
•Ángulo de boquilla: el ángulo correcto de la boquilla de soldadura GMAW, se refiere a la posición que debe mantener la pistola respecto a la unión. Estas posiciones constan de dos ángulos: El ángulo transversal, y el ángulo longitudinal.
•Velocidad de avance: Es la velocidad de aportación de una soldadura a lo largo de una unión. Un aumento o disminución de la velocidad de avance, modifica el grado de penetración, ancho del cordón y su forma geométrica.
El procedimiento puede ser totalmente automático o semiautomático. Cuando la instalación es totalmente automática, la alimentación del alambre, la corriente de soldadura, el caudal de gas y la velocidad de desplazamiento a lo largo de la unión, se regulan previamente a los valores adecuados, y luego, todo funciona de forma automática.
En la soldadura semiautomática la alimentación del alambre, la corriente de soldadura y la circulación de gas, se regulan a los valores convenientes y funcionan automáticamente, pero la pistola hay que sostenerla y desplazarla manualmente. El soldador dirige la pistola a lo largo del cordón de soldadura, manteniendo la posición, longitud del arco y velocidad de avance adecuados.
Ventajas y limitaciones de la soldadura MIG/MAG.
A continuación se citan algunas de las ventajas más importantes de este procedimiento.
•Puesto que no hay escoria y las proyecciones suelen ser escasas, se simplifican las operaciones de limpieza, lo que reduce notablemente el costo total de la operación de la soldadura. En algunos casos, la limpieza del cordón resulta más cara que la propia operación de soldeo, por lo que la reducción de tiempo de limpieza supone la sensible disminución de los costos.
•Fácil especialización de la mano de obra. En general, un soldador especializado en otros procedimientos, puede adquirir fácilmente la técnica de la soldadura MIG/MAG en cuestión de horas. En resumidas cuentas todo lo que tiene que hacer el soldador se reduce a vigilar la posición de la pistola, mantener la velocidad de avance adecuada y comprobar la alimentación de alambre se verifica correctamente.
•Gran velocidad de soldadura, especialmente si se compara con el soldeo por arco con electrodos revestidos. Puesto que la aportación se realiza mediante un hilo continúo, no es necesario interrumpir la soldadura para cambiar electrodo. Esto no solo supone una mejora en la productividad, sino también disminuye el riesgo de defectos. Hay que tener en cuenta las interrupciones, y los correspondientes empalmes, ya que son con frecuencia, origen de defectos tales como inclusiones de escoria, falta de fusión o fisuras en el cráter.
•Se puede realizar el soldeo en cualquier posición.
•La gran velocidad del procedimiento MIG/MAG también influye favorablemente en el aspecto metalúrgico de la soldadura. Al aumentar la velocidad de avance, disminuye la amplitud de la zona afectada de calor, hay menos tendencia de aumento del tamaño del grano, se aminoran las transformaciones de estructura en el metal base y se reducen considerablemente las deformaciones.
•Las buenas características de penetración del procedimiento MIG/MAG permiten la preparación con bordes más cerrados, con el consiguiente ahorro de material de aportación, tiempo de soldadura y deformación. En las uniones mediante cordones en ángulo también permite reducir el espesor del cordón en relación con otros procedimientos de soldeo.
Equipo de soldeo.
El equipo de soldeo para la soldadura MIG/MAG está constituido fundamentalmente por:
· Cable de masa.
· Agua o aire hacia la pistola.
· Agua o aire desde la pistola.
· Conexión del interruptor de la pistola.
· Gas de protección hacia la pistola.
· Conjunto de cables.
· Gas de protección desde el cilindro o botella.
· Conexión de control.
· Cable de la pistola.
Corriente de soldadura.
El tipo de corriente tiene una gran influencia sobre los resultados de la soldadura. La corriente continua con polaridad inversa, es la que permite obtener mejores resultados. En este caso, la mayor parte del calor se concentra sobre el baño de fusión, lo que mejora la penetración de la soldadura. Además, la corriente continúa con polaridad inversa, ejerce una enérgica acción de limpieza sobre el baño de fusión, lo que tiene gran importancia en la soldadura de metales que den óxidos pesados y difíciles de reducir, como en el caso del aluminio y el magnesio.
La soldadura MIG con polaridad directa resulta impracticable por diversas razones:
•Da cordones muy anchos y de pequeña penetración;
•Produce excesivas proyecciones, y no presenta la acción de limpieza que se menciona en la polaridad inversa.
•La mayor parte de los inconvenientes de la soldadura de polaridad directa, se derivan de la forma en que se verifica el transporte del metal de aportación.
Mientras que en la polaridad inversa el transporte se realiza en forma de pequeñas gotas (transporte de pulverización o spray transfer). En polaridad directa, este transporte se verifica en forma globular y errática. En cuanto a la corriente alterna, no es recomendable por las grandes diferencias de todo tipo que se presentan en cada semiciclo.
Los equipos por proceso Mig, son ventajosos para aplicaciones de soldadura de aluminio o para cualquier soldadura que requiera buena presentación y resistencia La soldadura MIG presenta ventajas con respecto a los sistemas de soldadura convencional gracias al sistema de enfriamiento y protección de arco ofrecido por distintos gases como Argón y CO2.
Modos de transferencia
La transferencia del metal en el arco puede realizarse por spray, globular, cortocircuito y pulsado.
En la transferencia por arco-spray las gotas del material de aportación son iguales o menores que el diámetro del alambre y su transferencia se realiza desde el extremo del alambre al baño fundido en forma de una corriente axial de gotas finas. Este tipo de transferencia se obtiene con altas intensidades y altos voltajes. Mediante este modo de transferencia se consiguen grandes tasas de deposición y rentabilidad.
La transferencia globular se caracteriza por la formación de una gota relativamente grande de metal fundido en el extremo del alambre. La gota se va formando hasta que cae al baño fundido por su propio peso. Este método de transferencia suele provocar falta de penetración y sobreespesores elevados.
La transferencia por cortocircuito se produce por contacto del alambre con el metal depositado. Se obtiene este tipo de transferencia cuando la intensidad y la tensión de soldeo son bajas. Se utiliza este tipo de transferencia para el soldeo en posición vertical, bajo techo y para el soldeo de espesores delgados o cuando la separación en la raíz es excesiva.
La transferencia por arco pulsado se produce por pulsos a intervalos regularmente espaciados. Este tipo de transferencia se obtiene cuando se utiliza una corriente pulsada, que es la composición de una corriente de baja intensidad, que existe en todo momento ya que es constante, y se denomina corriente de fondo o de base, y un conjunto de pulsos de intensidad elevada denominada corriente de pico. La ventaja fundamental de este método es la importante reducción de calor aplicado.
Factores que intervienen en este procedimiento.
En el proceso GMAW como todos los procesos de soldadura, la aplicación de un cordón de soldadura está sujeta a factores que se deban respetar, porque influyen en forma directa en la calidad de la soldadura. Los componentes de estas condiciones son:
•Selección del gas de protección adecuado: El uso de protección, o una mezcla, es un factor determinante en la soldadura, siendo que el uso de determinado gas o de una combinación de gases influyen en la penetración y geometría de un cordón de soldadura.
•Corriente apropiada: de acuerdo con el tipo de trabajo la corriente se disminuirá o se aumentará; es decir, para espesores de material delgado, menor amperaje, mientras que para materiales de grueso espesor se usará amperajes más altos. Como en todos los procesos de soldadura, el amperaje se elige de acuerdo con:
· Tipo de unión.
· Espesor de metal base.
· Tipo de material base.
· Posición de junta.
· Diámetro del alambre electrodo.
· Selección correcta del alambre: El diámetro del electrodo y su composición determina el rango correcto del amperaje. La combinación de estos factores es muy importante, ya que junto con el tipo de unión, espesor de la misma y posición de soldadura, influye en la calidad y coste del metal depositado.
•Extensión del alambre: se puede considerar que la extensión del alambre electrodo es la longitud existente durante la soldadura entre la terminal del tubo de contacto y la punta del alambre electrodo en derretimiento. En soldadura es muy importante tener una correcta extensión.
•Voltaje de arco correcto: La longitud del arco es directamente proporcional al voltaje. Los factores que afectan la operación del arco, en el proceso de soldadura eléctrica manual, también afecta el arco en el proceso de soldadura GMAW porque el voltaje es el potencial eléctrico existente entre la pieza de trabajo y la punta de alambre electrodo durante el proceso en el que se va fundiendo el material de aporte.
•Ángulo de boquilla: el ángulo correcto de la boquilla de soldadura GMAW, se refiere a la posición que debe mantener la pistola respecto a la unión. Estas posiciones constan de dos ángulos: El ángulo transversal, y el ángulo longitudinal.
•Velocidad de avance: Es la velocidad de aportación de una soldadura a lo largo de una unión. Un aumento o disminución de la velocidad de avance, modifica el grado de penetración, ancho del cordón y su forma geométrica.
SOLDADURA TIG
La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o zirconio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos.
La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxigeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor.
Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.mas claro no canta el gallo. bien muy bien
De todas formas, hoy en día se está generalizando el uso de la soldadura TIG sobre todo en aceros inoxidables y especiales a pesar del mayor coste de ésta soldadura, debido al acabado obtenido. En nuestros días, las exigencias tecnológicas en cuanto a calidad y confiabilidad de las uniones soldadas, obligan a adoptar nuevos sistemas, destacándose entre ellos la soldadura al Arco con Electrodo de Tungsteno y Protección Gaseosa (TIG).
El sistema TIG es un sistema de soldadura al arco con protección gaseosa, que utiliza el intenso calor de un arco eléctrico generado entre un electrodo de tungsteno no consumible y la pieza a soldar, donde puede o no utilizarse metal de aporte.
Se utiliza gas de protección cuyo objetivo es desplazar el aire, para eliminar la posibilidad de contaminación de la soldadura por el oxígeno y nitrógeno presente en la atmósfera
La característica más importante que ofrece este sistema es entregar alta calidad de soldadura en todos los metales, incluyendo aquellos difíciles de soldar, como también para soldar metales de espesores delgados y para depositar cordones de raíz en unión de cañerías.
Las soldaduras hechas con sistema TIG son más fuertes, más resistentes a la corrosión y más dúctiles que las realizadas con electrodos convencionales. Cuando se necesita alta calidad y mayores requerimientos de terminación, es necesario utilizar el sistema TIG para lograr soldaduras homogéneas, de buena apariencia y con un acabado completamente liso.
Características y ventajas del sistema TIG:
No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura
No hay salpicadura, chispas ni emanaciones, al no circular metal de aporte a través del arco
Brinda soldaduras de alta calidad en todas las posiciones, sin distorsión
Al igual que todos los sistemas de soldadura con protección gaseosa, el área de soldadura es claramente visible
El sistema puede ser automatizado, controlando mecánicamente la pistola y/o el metal de aporte
Equipo:
El equipo para sistema TIG consta básicamente de:
Fuente de poder
Unidad de alta frecuencia
Pistola
Suministro gas de protección
Suministro agua de enfriamiento
La pistola asegura el electrodo de tungsteno que conduce la corriente, el que está
rodeado por una boquilla
de cerámica que hace fluir concéntricamente el gas protector.
La pistola normalmente se refrigera por aire. Para intensidades de corriente
superiores a 200 Amps. Se utiliza refrigeración por agua, para evitar
recalentamiento del mango.
Beneficios:
Adecuada para soldaduras de responsabilidad (pase de raíz).
El proceso puede ser mecanizado o robotizado.
Facilita la soldadura en lugares de difícil acceso.
Ofrece alta calidad y precisión.
Óptimas resistencias mecánicas de la articulación soldada.
Poca generación de humo.
Soldaduras claras, brillantes y con óptimo acabado, sin usar flujo de limpieza.
Soldadura en todas las posiciones.
Versatilidad - suelda prácticamente todos los metales industrialmente utilizados.
SOLDADURA AL ARCO DE PLASMA
El arco empleado en el proceso Tig se puede convertir en un chorro de alta
energía si se obliga a pasar al gas protector por un pequeño orificio practicado en
la boquilla, el arco se comprime y forma el chorro de plasma.
Este tipo de soldadura se basa en una técnica especial denominada "ojo de
cerradura o keyholo", en el que el arco crea en un primer lugar un agujero y a
medida que la antorcha se desplaza, el metal que se funde en el frente se desplaza
hacia la parte de atrás, solidificándose y formando un cordón, permitiendo
una penetración muy controlada.
Este método ofrece una mayor velocidad de soldeo para corriente mas baja y se
emplea sobre todo para uniones a topes de chapas y tuberías.
SOLDADURA LÁSER
La soldadura por rayo láser (LBW, de laser-beam welding) es un proceso
de soldadura por fusión que utiliza la energía aportada por un haz láser para
fundir y recristalizar el material o los materiales a unir, obteniéndose la
correspondiente unión entre los elementos involucrados. En la soldadura láser
comúnmente no existe aportación de ningún material externo. La soldadura se
realiza por el calentamiento de la zona a soldar, y la posterior aplicación de
presión entre estos puntos. De normal la soldadura láser se efectúa bajo la acción
de un gas protector, que suelen ser helio o argón.
Mediante espejos se focaliza toda la energía del láser en una zona muy reducida del
material. Cuando se llega a la temperatura de fusión, se produce la ionización de la mezcla
entre el material vaporizado y el gas protector (formación de plasma). La capacidad de
absorción energética del plasma es mayor incluso que la del material fundido, por lo que
prácticamente toda la energía del láser se transmite directamente y sin pérdidas al material a
soldar.
La elevada presión y elevada temperatura causadas por la absorción de energía del plasma,
continúa mientras se produce el movimiento del cabezal arrastrando la "gota" de plasma
rodeada con material fundido a lo largo de todo el cordón de soldadura.
Para controlar el espesor del cordón de soldadura, la anchura y la profundidad de la
penetración se pueden utilizar otro tipo de espejos como son los espejos de doble foco.
De esta manera se consigue un cordón homogéneo y dirigido a una pequeña área de la pieza
a soldar, con lo que se reduce el calor aplicado a la soldadura reduciendo así las
posibilidades de alterar propiedades químicas o físicas de los materiales soldados.
Dependiendo de la aplicación de la soldadura, el láser de la misma puede ser amplificado en
una mezcla de itrio, aluminio, granate y neodimio, si se requiere un láser de baja potencia, o
el amplificado por gas como el dióxido de carbono, con potencias superiores a los 10
kilovatios y que por tanto son empleados en soldaduras convencionales y pueden llegar
hasta los 100 kilovatios.
Los sistemas de varios kilovatios en continua se utilizan para secciones gruesas lo que hace
que la soldadura pueda llegar a ser más profunda. Para evitar la formación de burbujas de
oxígeno durante la fase liquida del material se utilizan algún tipo de gas inerte, como
pueden ser el argón o el helio. De esta forma se produce un poco de porosidad, dejando
escapar dichas burbujas.Sirve para soldar relaciones de ancho-profundidad de entre 4-10.
Características del proceso
El láser de alta potencia utilizado para la soldadura se trata de un dispositivo que amplifica
la radiación en una determinada longitud de onda y la emite como haz coherente, casi
paralelo, el cual puede enfocarse para producir una cierta cantidad de energía capaz de
fundir en material con el cual se está trabajando. Esta densidad de energía puede ser del
mismo tipo de un haz de electrones, utilizado para la soldadura. El nombre de láser está
formado por las letras iniciales del proceso de este tipo de radiaciones: light amplification
by stimulated emission of radiation.
Los átomos o moléculas del material fluorescente son excitados por bombardeo con luz
o energía eléctrica (a) y se colocan en niveles de energía más altos (b). Se ven
debilitados por emisión espontánea y la mayor parte de los fotones emitidos que se
encuentran desplazados a lo largo del eje del tubo generan más potencia por emisión
estimulada de otros átomos excitados siendo así amplificada la luz (d). En el espejo
reflectante (e) los fotones se reflejan hacia atrás a lo largo del tubo para poder ser
mayormente amplificados. (f) En la ventana de salida algunos fotones se reflejan para
continuar amplificándose y el resto se transforman formando el haz saliente. Las etapas
anteriores se producen casi simultáneamente.
Dentro del campo de soldadura por rayo láser podemos encontrar varios tipos como:
-Lasers de estado sólido.
-Lasers de gas.
Lasers de estado sólido
Uno de los materiales más corrientes para este tipo de láser y también capaz de
entregar una potencia elevada es el ion de cromo en un cristal de rubí. Otro material
para este tipo de láser en estado sólido es el granate de itrio y aluminio dopado
con neodimio o YAG. Otra forma de carácter práctico de láser puede consistir en una
varilla de rubí de 10 mm de diámetro y 110 mm de largo con sus extremos rectificados
con una gran precisión y pulidos. El cristal puede ser irradiado mediante un tubo de
descarga de xenón. Los iones de cromo en el cristal emiten radiación estimulada, por
esto, la que va en un sentido axial se refleja hacia un lado y otro entre los extremos de
éste. La intensidad de radiación se eleva y el haz del láser es irradiado por el extremo
que se encuentra menos pulido.
Los altos niveles de energía para poder producir el haz del láser solo pueden lograrse
de manera intermitente, para poder realizar este proceso de intermitencia en el láser
descargaremos una batería de condensadores a través del tubo de descarga de xenón.
Estos condensadores se encuentran cargados a un voltaje entre 1,2 y 4,4 KV.
La intensidad luminosa del tubo se eleva en 1 ms a su valor máximo y desciende de
forma exponencial dentro de un periodo de 10 ms. En aproximadamente 5 ms se
produce la emisión de luz coherente dentro de una serie de impulsos. El rendimiento
total obtenido es del 1% con una salida entre 3 y 55 julios.
Todo esto nos permite obtener una concentración de energía por encima de los
109 W/mm2, el cual es un nivel muy óptimo para poder fundir el material. Cuando
trabajamos con estas densidades de energía este proceso se puede utilizar también para
el taladrado de agujeros y cortado en piezas. Para poder soldar con el láser la energía
producida no debe llegar más rápida de lo que puede ser conducida como calor; esto
exige un impulso menos agudo y más sostenido que se consigue aumentando
la inductancia del tubo o empleando una conducción de retardo.
El láser de rubí es utilizado para taladrar cojinetes de rubí para relojes e hilera a escala
microscópica.
Lasers de gas
El láser más beneficioso para la soldadura y el corte es el CO2, el medio emisor para
este tipo de láser es una mezcla de anhídrido carbónico, nitrógeno y helio. Puede
trabajar continuamente y ha sido desarrollado para la entrega de bajos vatios e incluso
por encima de 20 KW. La radiación se encuentra en la región del infrarrojo lejano del
espectro, obteniendo una longitud de onda de unos 10,6 μm. Uno de los lasers más
típicos de CO2 está comprendido por un tubo de vidrio por el cual circula una mezcla
de gas con electrodos en cada extremo los cuales producen una descarga de alto
voltaje. En uno de los extremos del tubo se encuentra alojado un espejo reflectante de
superficie dorada enfriado por agua, mientras que en el extremo opuesto hay una
ventana reflectante en parte, el espacio entre ambas recibe el nombre de cámara del
láser. En las ventanas se utilizan rodajas de arseniuro de germanio o galio en montajes
enfriados por agua.
El rendimiento del 10 al 25% se traduce en que del 75 al 90% de la energía de la
descarga se disipa en el gas. Un incremento de la temperatura del gas causaría la
desestabilización del anhídrido carbónico y una caída en energía de salida, por ello
debe hacerse circular continuamente a través del tubo permitiendo que parte del
calor que se produce tenga contacto con las paredes de vidrio las cuales deben ser
enfriadas con agua. Este proceso es llamado láser de flujo axial lento y en él, el gas
puede deshacerse o reciclarse mediante un intercambiador de calor.
Si el gas es transportado a través del tubo del láser de alta velocidad mediante un
soplante, la pérdida de calor producida en las paredes es muy pequeña y por tanto es
despreciable, por ello éstas no necesitan ser enfriadas por agua, pero todo el calor en
exceso deberá de reducirse mediante un intercambiador en algún punto del circuito del
gas; este es el láser de flujo axial rápido y el gas es recirculado por un soplante. Los
láser de flujo axial lento pueden suministrar alrededor de 50-70W por metro de
longitud de la cámara, sin embargo los láser de flujo axial rápido pueden general hasta
600W por metro. Son posibles otras disposiciones en las cuales el gas pasa
transversalmente a través de la línea de descarga y permiten cavidades ópticas más
cortas y mayores potencias de salida. Por encima de los 2,8KW no pueden emplearse
ventanas de salida reflectantes porque se ven sometidas a excesivo calor, y en su lugar
se emplea una batería de espejos con una ventana de aluro no reflectante, totalmente
transmisora, o una abertura.
Cuando la densidad de potencia en el punto enfocado del láser excede de 12KW/mm2,
tiene lugar un cambio en la cantidad de energía absorbida por la superficie. Por debajo
de dicha cifra una cantidad generosa de energía que llega a la superficie se refleja, pero
una vez se ha superado el nivel de umbral, el rayo láser incide con características
perforantes, produciendo una transferencia de calor mejorada. Para realizar cordones
lisos, es necesario proteger el baño mediante un gas inerte observándose que cuando es
utilizado helio para este fin el plasma obtenido, es menos visible que cuando es
utilizado argón.
La soldadura en la práctica no es fiable por debajo de un nivel de potencia de 1,7KW,
pero a mayor potencia la capacidad de penetración es de unos 2,5mm/KW. Por ello un
nivel de potencia de 5KW introduce dentro de la capacidad del láser una gama amplia
de posibles aplicaciones. El corte con láser de CO2 se realiza mediante un chorro de
gas coaxial con el rayo láser. Esto se obtiene haciendo pasar el rayo láser a través de
una cámara que termina en una boquilla de aproximadamente 1,2mm de diámetro. La
cámara se encuentra llena de gas a presión y tanto el gas como el rayo láser salen a
través de la boquilla, la cual se encuentra por encima de la superficie a cortar entre 1 y
2mm. Cuando se cortan metales férreos se ve aprovechada la reacción
exotérmica entre el metal y el oxígeno para obtener energía extra. Los óxidos fundidos
producidos se desechan a través de la pieza por la presión del chorro de oxígeno. Si la
velocidad de corte es muy baja la reacción de oxidación se mantiene por sí misma y
por esto obtenemos el resultado de un corte irregular. A velocidades muy altas el
ancho de corte es controlado por el láser, mediante el cual se obtiene un ancho de
0,6mm. Este es un proceso de corte de baja deformación. El grosor que se podrá cortar
dependerá de la potencia del láser y este puede ser de hasta 14mm con 2,3KW.
Para la realización de corte de materiales no metálicos deberemos ayudarnos mediante
un chorro de gas coaxial, pero no de oxígeno porque no nos proporcionará
una reacción exotérmica con tales materiales. No obstante es factible utilizar un chorro
de nitrógeno, aire o gas inerte, que deseche los productos de descomposición y vapores
producidos por el calor del láser.
Aplicaciones
Se utiliza, principalmente, para soldar:
Piezas de transmisiones en la industria automotriz.
Piezas unitarias grandes.
Series grandes y con buenos acabados.
Piezas de electrodomésticos.
Piezas para la industria aeronáutica de aluminio, titanio o níquel.
Industria del ferrocarril.
Recipientes a presión.
Industria alimentaria, a la hora de realizar embalaje de alimentos, cuchillas de corte.
Para instrumental médico y quirúrgico.
Odontología
Ventajas e inconvenientes
Tiene como ventajas principales las siguientes:
Se puede transmitir por el aire, por lo que no se requiere un vacío.
Es un proceso fácilmente automatizable por el hecho de que los rayos se pueden
conformar, manipular y enfocar ópticamente usando fibras ópticas.
Este tipo de soldadura no genera rayos X.
Produce muy poca distorsión y tiene una tendencia muy pequeña a la fusión
incompleta, a las salpicaduras y a las porosidades.
No hay desgaste de herramienta, al no estar en contacto con la zona a soldar
Se puede controlar fácilmente la profundidad de penetración
El inconveniente es el precio de los equipos, que es muy elevado. Al ser equipos muy automatizados y altamente precisos requieren una tecnología muy alta.
Métodos para la realización de la soldadura por rayo láser
La soldadura por rayo láser se puede realizar de dos formas distintas:
-Por conducción : En este tipo de soldaduras la profundidad de la zona fundida va aumentando a medida que aumenta la conductividad térmica y la intensidad de la radiación.
Es utilizada para la soldadura de chapas de espesor pequeño
-Por penetración profunda : Esta soldadura posee un gran rendimiento ya que se
consigue desplazar la zona de mayor temperatura por debajo de la superficie del
material, por la acción del vapor recalentado y se mantiene al material fundido
en el sitio deseado gracias al efecto de la tensión superficial, gravedad y otra
serie de factores.
Este tipo de soldadura, como ya hemos citado con anterioridad, debido a su
afectación térmica reducida, no se necesita material de aporte y es fácilmente
automatizable por esto se convierte en fundamental a la hora de realizar
soldaduras en los que la calidad requerida es alta y no se desean grandes
deformaciones dimensionales. Además, los materiales soldados no necesitan
un tratamiento posterior para eliminar tensiones. Esta facilidad de proceso
(automatización) hace que la velocidad del proceso sea de hasta 6 veces
superior a otros procesos de soldadura.
Materiales con los que trabaja
En la actualidad ha habido un gran avance en este tipo de soldadura, ya que
se puede soldar oro, aleacion ligera, materiales disimilares, y materiales plásticos, campo
que está avanzando a grandes velocidades y que ya se encuentra muy desarrollado. La
soldadura de plásticos (termoplástico estable) se puede llegar a realizar utilizando
unos aditivos especiales, denominadas resinas. Estas resinas nos permiten soldar sin llegar a
derretir el termoplástico, cosa que sería impensable sin la utilización de este aditivo.
También existe la soldadura láser híbrida, que es la que combina la soldadura por rayo láser
con la soldadura de arco para así poder obtener posiciones más flexibles y velocidades de
soldadura más altas.
Soldadura híbrida MSG-Láser
Este tipo de soldadura se intento por primera vez a principios de los años 80 lo que por
aquel entonces los elevados costes que tenía la desestimaron por completo. A principios de
los 90 se desarrollo esta técnica que mezcla los dos tipos de soldadura tan diferentes como
son el arco MSG y el haz de luz láser.
SOLDADURA POR ARCO SUMERGIDO
 La potencia la suministra un generador, un transformador – rectificador ó un transformador y se conduce al alambre (electrodo) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base.
La potencia la suministra un generador, un transformador – rectificador ó un transformador y se conduce al alambre (electrodo) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base.
SOLDADURA POR ARCO SUMERGIDO
INTRODUCCIÓN
Al igual que en los demás procesos de soldadura por arco, este es un proceso en el cual el calor es aportado por un arco eléctrico generado entre uno o más electrodos y la pieza de trabajo.
El arco eléctrico mencionado está sumergido en una capa de fundente granulado que lo cubre totalmente protegiendo el metal depositado durante la soldadura. De aquí el nombre del proceso.
Una ventaja del proceso es que, estando el arco completamente encerrado, pueden utilizarse intensidades de corriente extremadamente elevadas sin chisporroteo o arrastre de aire. Las intensidades elevadas producen una penetración profunda y el proceso es térmicamente eficiente, puesto que la mayor parte del arco está bajo la superficie de la plancha.
Es un proceso de alta dilución, en el que aproximadamente se funde dos veces más metal base que electrodo. Corrientemente se utilizan intensidades de 200 a 2000 Amperes, aunque en los primeros días del proceso se emplearon intensidades hasta 5000 Amperes. En la actualidad estas intensidades extremadamente elevadas no son utilizadas generalmente por distintas razones, relacionadas principalmente con la metalurgia del depósito, y se prefiere depositar el metal en capas para aprovechar la ventaja de la normalización resultante del recalentamiento.
Un proceso de arco abierto que trabaje con intensidades por encima de los 300 A debe utilizarse con precaución, porque el arco es una intensa fuente de luz con elevado contenido de radiación infrarroja y ultravioleta. En la soldadura con arco sumergido no es visible el arco y tales precauciones son innecesarias. Por la misma causa el operario no puede ver el baño y juzgar el avance de la soldadura; debe confiar en que el ajuste sobre la unión permanece constante ó bien ajustar previa y cuidadosamente la trayectoria del cabezal de soldadura con respecto a la unión.
La cantidad de polvo fundente fundido durante la soldadura es aproximadamente la misma en peso que la de alambre fundido, y se deja sobre el cordón de soldadura como una capa de escoria vítrea. Bajo esta escoria el metal soldado tiene una superficie lisa, casi sin ondulaciones, debido al alto aporte de calor que produce un baño de soldadura grande que solidifica lentamente en contacto con la escoria relativamente fluida. Las soldaduras obtenidas por arco sumergido son notables por su apariencia limpia y contornos lisos. El polvo fundente no fundido durante la operación de soldadura se recupera para utilizarlo nuevamente, pero debe tenerse cuidado que no esté contaminado. Cuando se hace la soldadura en superficies inclinadas o cerca de los cantos es necesario un estante ó un dispositivo similar para soportar el fundente.
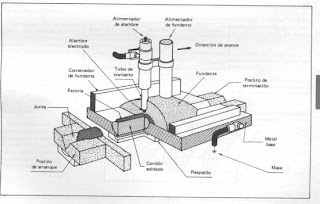
PRINCIPIO DE FUNCIONAMIENTO
La corriente eléctrica se conduce entre el electrodo y la pileta fundida a través de un plasma gaseoso inmerso en el fundente.
La figura “1” nos muestra el principio de funcionamiento de este proceso de soldadura.
La potencia la suministra un generador, un transformador – rectificador ó un transformador y se conduce al alambre (electrodo) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base. 
El calor del arco funde el electrodo, el fundente y parte del metal base, formando la pileta de soldadura que conforma la junta.
En todos los equipos de este tipo existe un mecanismo que tracciona el alambre y lo conduce a través del tubo de contacto y de la capa de fundente hasta el metal base.
Los alambres utilizados son generalmente aceros de bajo carbono y de composición química perfectamente controlada; el alambre se encuentra usualmente enrollado en una bobina.
El fundente se va depositando delante del arco a medida que avanza la soldadura. Cuando se solidifica, se extrae el exceso para utilizarlo nuevamente y el fundido se elimina mediante un piqueteado. En los equipos modernos existe una aspiradora que absorbe el excedente de fundente y lo envía nuevamente a la tolva de alimentación.
APLICACIÓN
La soldadura por arco sumergido ha encontrado su principal aplicación en los aceros suaves de baja aleación, aunque con el desarrollo de fundentes adecuados el proceso se ha usado también para el cobre, aleaciones a base de aluminio y titanio, aceros de alta resistencia, aceros templados y revenidos y en muchos tipos de aceros inoxidables. También se aplica para recubrimientos duros y reconstrucción de piezas. Es un método utilizado principalmente para soldaduras horizontales de espesores por encima de 5mm, en los que las soldaduras sean largas y rectas. Pueden soldarse espesores hasta doce milímetros sin preparación de bordes mientras que con preparación de bordes el espesor máximo a unir es prácticamente ilimitado.
El propio cabezal de soldadura puede moverse sobre el trabajo en un vehículo autopropulsado ó en un puente ó el trabajo se hace girar bajo el cabezal de soldadura estacionario.
Este método es ampliamente utilizado, tanto para soldaduras a tope como en rincón, en construcción naval e industrias de recipientes a presión, estructuras metálicas, tubos y tanques de almacenaje; para esta última finalidad se utilizan máquinas especiales autopropulsadas, con un dispositivo para contener el fundente, para soldar las costuras circulares en plaza.
SELECCIÓN DE LOS PARÁMETROS DE SOLDADURA
La selección de condiciones de soldadura más conveniente para el espesor de chapa y preparación de junta a soldar es muy importante, a los efectos de lograr soldaduras libres de defectos tales como fisuras, poros y socavación lateral.
Las variables a ser consideradas son las siguientes:
POLARIDAD:
Con corriente continua positiva, CC(+) se logra mayor penetración, mejor aspecto superficial y mayor resistencia a la porosidad.
Con corriente continua negativa, CC(+) se obtiene mayor velocidad de deposición con menor penetración.
CORRIENTE DE SOLDADURA:
Determina en forma directa la penetración y la velocidad de deposición, aumentando ambas con el incremento de corriente.
DIÁMETRO DEL ALAMBRE:
Para una corriente dada, aumentando el diámetro se reduce la penetración pero el arco se torna más inestable y se dificulta su encendido.
TENSIÓN DE ARCO
Al aumentar la tensión se incrementan la dilución y el ancho del cordón y disminuye la sobremonta lográndose un cordón ancho y plano. Al mismo tiempo aumenta la cantidad de fundente que se funde con igual cantidad de alambre, lo que afecta a la composición química del metal de soldadura en el caso se emplear fundentes activos. Los voltajes excesivamente pequeños hacen que el arco muera completamente bajo la superficie de la plancha, de modo que la penetración tiene una sección transversal en forma de tulipa.
El voltaje de trabajo normal para soldar a tope es de 35 Voltios a 1000 A.
VELOCIDAD DE AVANCE:
Al aumentar la velocidad de traslación del arco disminuye el ancho del cordón y la penetración, incrementándose el riesgo de porosidad. Las velocidades excesivas se traducen en cordones mordidos y rugosos ó picudos.
LONGITUD LIBRE DEL ALAMBRE:
Con un incremento de la longitud libre del alambre, se aumenta la velocidad de deposición y decrece la penetración.
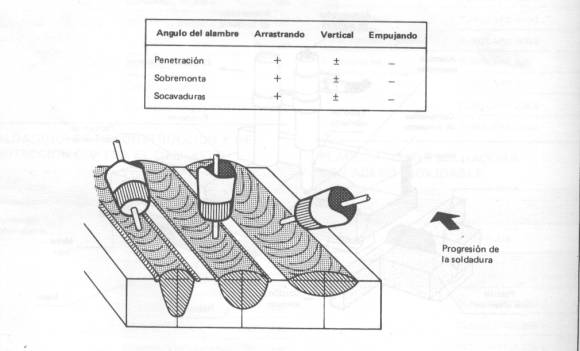
INCLINACIÓN DEL ALAMBRE:
Tiene un efecto considerable sobre la penetración y sobre las eventuales socavaduras.
En la siguiente figura se muestra su incidencia.
ESPESOR DE LA CAPA DE FUNDENTE:
Una cama de fundente de poco espesor puede producir porosidad por una inadecuada protección del metal fundido. Por otro lado, una cama muy gruesa desmejora el aspecto del cordón y pude conducir a derrames del metal fundido en soldaduras circunsferenciales y producir dificultades para la remoción de la escoria en chaflanes profundos.
ALAMBRE PARA ELECTRODO
El alambre para soldadura por arco sumergido se emplea en forma de bobinas y esté cobreado; esto evita la oxidación superficial en el almacenaje y proporciona seguridad en el contacto eléctrico; con poca resistencia entre el alambre de soldar y los contactos de cobre a través de los cuales se conduce la corriente. El diámetro del hilo utilizado depende fundamentalmente de la intensidad de corriente de soldadura necesaria y puede situarse entre 5mm de diámetro, para corriente de 150 A, a 10mm de diámetro, para una corriente de 3000 A.
El cordón de soldadura es ligeramente más estrecho con un alambre delgado que con un alambre grueso con la misma intensidad de corriente, pero el efecto principal del tamaño del alambre reside en su penetración.
La composición de los alambres para soldadura por arco sumergido depende del material que se suelda, puesto que los elementos aleados se añaden generalmente al alambre y no al fundente. En este proceso las variaciones en la técnica pueden alterar las relaciones de las cantidades fundidas de plancha alambre y fundente. Cuando se utilizan alambres altamente aleados, por ejemplo, aceros inoxidables, pude ser necesario añadir compuestos de los elementos aleantes al fundente, para disminuir las reacciones metal-escoria que pueden traducirse en pérdidas de los elementos aleantes hacia la escoria.
FUNDENTES
Los fundentes para la soldadura por arco sumergido están granulados a un tamaño controlado y pueden ser de tipo fundido, aglomerado ó sinterizado.
Originalmente se utilizaban fundentes fundidos, machacados y calibrados; atribuyéndoseles las ventajas de estar totalmente libres de humedad y no ser higroscópicos. Tanto la composición química como el estado de división de los fundentes tienen una importante influencia sobre la forma de comportarse en la soldadura.
Los fundentes aglomerados se hacen mezclando los constituyentes, finamente pulverizados, con una solución acuosa de un aglomerante tal como silicato sódico; la finalidad es producir partículas de unos pocos milímetros de diámetro formados por una masa de partículas más finas de los componentes minerales. Después de la aglomeración el fundente se seca a temperatura de hasta 800 oC.
Los fundentes sinterizados se hacen calentando pellets componentes pulverizados a temperaturas justo por debajo del punto de fusión de algunos de los componentes. Las temperaturas alcanzadas durante la fabricación limitan los componentes de los fundentes. Para fundir un fundente las temperaturas deben ser tan altas que los carbonatos y muchos otros minerales se descomponen, por lo cual los fundentes básicos que llevan carbonatos deben hacerse por alguno de los otros procedimientos, tales como aglomeración.
Se ha sabido durante años que la baja tenacidad se favorece con el uso de fundentes ácidos y que los fundentes de elevado contenido en silicio tienden a comunicar oxígeno al metal soldado. Inversamente los fundentes básicos dan un metal soldado limpio, con poca pocas inclusiones no metálicas, y, consecuentemente, de elevada tenacidad.
Tanto la composición del fundente como su estado de división influyen en el control de la porosidad. El proceso de arco sumergido es generalmente más susceptible a la porosidad causada por superficies herrumbrosas y sucias que el proceso de arco abierto. Ello es debido a que con el proceso de arco abierto el vapor de agua y los productos gaseosos, que abandonan la plancha por el calor de la soldadura, pueden escapar; mientras que en el arco sumergido tienden a ser retenidos bajo el cojín de fundente. Por esta razón es por lo que fundentes que tienen la mayor tolerancia a la oxidación y suciedad son también los que tienen mayor permeabilidad, lograda usando un grado grueso de gran regularidad. Sin embargo, cuando es necesario soldar utilizando intensidades elevadas se requiere un fundente que cubra más estrechamente, para dar un buen cierre al arco; esto se logra utilizando un tamaño de partículas lo más fino posible y una mayor variedad en tamaños, para aumentar el cierre de recubrimiento.
MATERIALES UTILIZADOS COMO COMPONENTES DE LOS FUNDENTES | |
MINERAL | FÓRMULA |
Calcita | CaCO3 |
Cordindón | Al2O3 |
Criolita | Na3AlF6 |
Dolomita | CaMg(CO3)2 |
Ferosilicio | FeSi2 |
Fluorita | CaF2 |
Hausmanita | Mn3O4 |
Hierro | Fe |
Óxido cálcico | CaO |
Magnesita | MgCO3 |
Periclasa | MgO |
Cuarzo | SiO2 |
Rhodenita | MnSiO3 |
Rutilo | TiO2 |
Wellastonita | CaSiO3 |
Zircón | ZrSiO4 |
Zirconia | ZrO2 |
DEFECTOS EN LAS SOLDADURAS POR ARCO SUMERGIDO
POROSIDAD
Es un defecto bastante común y se debe a varios factores. A veces aparece en forma visible, como “pinchaduras” en la superficie del cordón y otras en forma no visible, por debajo de la superficie, revelado por rayos X ó ultrasonido.
Las principales causas son:
Contaminación de la junta con pintura, grasa, aceite, óxidos hidratados, etc.. Estos materiales se descomponen a las elevadas temperaturas del arco produciendo gases.
Fundente húmedo. Es buena práctica resecar los fundentes antes de su empleo y almacenarlos en un ambiente calefaccionado. Los fabricantes proveen indicaciones al respecto.
Si la unidad recuperadora es accionada por aire comprimido, éste deberá ser secado previamente.
FISURACIÓN POR HIDRÓGENO
Algunos aceros son más susceptibles que otros a la fisuración en frío, pero afortunadamente las soldaduras por arco sumergido no poseen tendencia particular a este defecto. Si el acero es templable y el fundente está húmedo, entonces sí pueden aparecer fisuras en frío. Este problema se evita manipulando correctamente el fundente y respetando las temperaturas de precalentamiento, interpasadas y de postcalentamiento en los casos en que ello sea necesario.
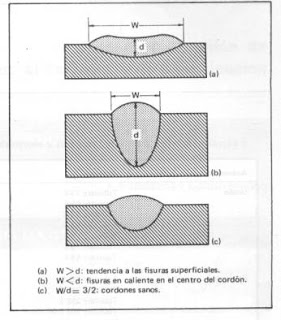
FISURAS DE SOLIDIFICACIÓN
La fisuración en caliente suele ser un problema causado por el gran tamaño de la pileta líquida debido a grandes corrientes de soldadura combinado con elevadas velocidades de avance. Esto origina cordones estrechos y profundos que son muy proclives a las fisuras longitudinales en caliente; figura siguiente.
El problema se agravará ante la presencia de P, S, C .
Si se presume la presencia de estos elementos en el metal base en cantidades mayores que lo normal, debe minimizarse la dilución además de lograr cordones con un perfil adecuado.

Factor de forma en cordones realizados por el proceso de arco sumergido.
VENTAJAS Y DESVENTAJAS DEL PROCESO
El arco sumergido, respecto de los otros procesos de soldadura, ofrece las siguientes ventajas:
Las juntas pueden ser preparadas en “V” con poca profundidad debido a la elevada penetración del proceso, obteniéndose con esto un menor consumo de alambre y fundente.
Los procesos de soldadura pueden realizarse a altas velocidades debido a la elevada intensidad con que se opera en la mayoría de las aplicaciones.
No es necesario proteger al operador de la máquina de la emisión de radiación, ya que el arco se encuentra sumergido en el fundente, evitándose además las salpicaduras del metal fundido.
El fundente actúa como un desoxidante protegiendo el arco y aportando elementos de aleación al cordón en el caso de emplear fundentes aleados.
Por otro lado, las limitaciones del proceso son:
Muchas soldaduras requieren algún tipo de respaldo para evitar la perforación del metal base.
Este proceso conlleva un tiempo de preparación mayor previa mayor que otros.
Con este sistema generalmente se sueldan piezas a partir de los 5 mm de espesor.
La posición de soldadura está restringida a plana y horizontal.
SOLDADURA POR HAZ DE ELECTRONES
La soldadura por haz de electrones es un proceso de soldadura de fusión, que se logra mediante el contacto de la pieza a soldar con un haz de electrones de alta densidad energética. El haz de electrones es de pequeño diámetro y elevada intensidad energética, lo cual permite atravesar grandes espesores de material (hasta 65 milímetros de una sola pasada aproximadamente). El principio de soldadura se puede explicar mediante el efecto keyhole (también denominado como ojo de cerradura).
Características de la soldadura por haz de electrones
Capacidad para hacer soldaduras profundas y con cordones de soldadura estrechos en una sola pasada.
Soldadura casi uniforme y limpia, debido a que se realiza en un ambiente de vacío, lo cual evita la formación de óxidos y nitruros.
Cantidad reducida de calor transmitida a la pieza, por lo que su microestructura se ve menos alterada que mediante otros procedimientos.
No se necesita metal de aportación.
Las velocidades de soldadura son muy elevadas (hasta 2000 mm/min).
Permitir la unión de una gran diversidad de materiales e incluso de multitud de materiales distintos entre sí.
El coste de los equipos es elevado.
Genera rayos X, lo que requiere extremar las precauciones.
Proceso de soldadura
El proceso de soldadura mediante haz de electrones se efectúa en una cámara de vacío. Encima de dicha cámara se encuentra una pistola de electrones. Las piezas a soldar se colocan en un manipulador motorizado dentro de la cámara de vacío produciendo así soldaduras axiales o lineales. La pistola de haz de electrones, consta de un cátodo y un ánodo entre los que se genera una diferencia de potencial y se induce el paso de corriente. Debajo del ánodo, hay una lente magnética, para dirigir el haz de electrones hacia la zona de soldadura.
Equipo necesario
Cámara de vacío
La forma más usual de la cámara de trabajo es la cúbica, ya que se puede trabajar con piezas de diferente forma, aunque para piezas específicas como tubulares se puede diseñar una cámara de trabajo con forma cilíndrica. La cámara de trabajo se ha de diseñar conforme a la pieza a trabajar. Para generar la presión de trabajo en su interior se emplean diferentes tipo de bombas de vacío: rotativas, difusoras y turbomoleculares.
Pistola de haz de electrones
En la pistola de electrones se encuentra el cátodo, formado por una banda de Wolframio, por la cual fluye una fuerte corriente alcanzando grandes temperaturas (2500 °C) que emitirá una corriente de electrones. Por debajo de la pistola se encuentra un anillo ánodo que acelera los electrones hasta un 50-70% la velocidad de la luz.
La pistola se conecta a un sistema de potencia, el cual genera la diferencia de potencial necesaria entre cátodo y ánodo. Estos sistemas se pueden clasificar en dos tipos: Equipos de baja tensión (15-60kV) y Equipos de alta tensión (100-200kV).
La forma más usual de la cámara de trabajo es la cúbica, ya que se puede trabajar con piezas de diferente forma, aunque para piezas específicas como tubulares se puede diseñar una cámara de trabajo con forma cilíndrica. La cámara de trabajo se ha de diseñar conforme a la pieza a trabajar. Para generar la presión de trabajo en su interior se emplean diferentes tipo de bombas de vacío: rotativas, difusoras y turbomoleculares.
Pistola de haz de electrones
En la pistola de electrones se encuentra el cátodo, formado por una banda de Wolframio, por la cual fluye una fuerte corriente alcanzando grandes temperaturas (2500 °C) que emitirá una corriente de electrones. Por debajo de la pistola se encuentra un anillo ánodo que acelera los electrones hasta un 50-70% la velocidad de la luz.
La pistola se conecta a un sistema de potencia, el cual genera la diferencia de potencial necesaria entre cátodo y ánodo. Estos sistemas se pueden clasificar en dos tipos: Equipos de baja tensión (15-60kV) y Equipos de alta tensión (100-200kV).
Clasificación
En función del grado de vacío que existe en la cámara donde se realiza el proceso, el soldeo por haz de electrones se clasifica en:
Soldeo de alto vacío
El vacío practicado en la cámara es del orden de 0,13-13 MPa.
Es un procedimiento idóneo para:
Soldeo de alto vacío
El vacío practicado en la cámara es del orden de 0,13-13 MPa.
Es un procedimiento idóneo para:
Conseguir uniones y zonas afectadas por la temperatura de reducidas dimensiones.
Soldeo de metales reactivos con el oxígeno y nitrógeno, al trabajar a vacío.
Soldeo de metales de gran espesor, debido a su gran poder de penetración.
Las limitaciones del proceso son:
La limitación del tamaño de la pieza a soldar, pues la cámara de vacío tiene un espacio útil reducido.
La baja producción, ya que requiere altos tiempos de bombeo para alcanzar el vacío.
Soldeo de medio vacío
El vacío practicado en la cámara es del orden de 0,13-3300 Pa.
Las principales ventajas de este proceso son:
El vacío practicado en la cámara es del orden de 0,13-3300 Pa.
Las principales ventajas de este proceso son:
La productividad es mayor al reducirse el tiempo de bombeo.
El equipo es más barato, al no ser necesaria una bomba difusora (imprescindible para obtener el alto vacío).
Las limitaciones más importantes del proceso son:
La alta concentración de aire en la cámara aumenta la divergencia del haz de electrones y en Consecuencia la soldadura presenta cordones más anchos y de menor espesor.
Soldeo atmosférico
No se practica vacío en la cámara de soldadura, pero el cañón debe trabajar a un vacío de 13 MPa como mínimo. En este proceso la protección de la pieza se realiza con un chorro de gas inerte.
Las ventajas de este proceso son:
No se practica vacío en la cámara de soldadura, pero el cañón debe trabajar a un vacío de 13 MPa como mínimo. En este proceso la protección de la pieza se realiza con un chorro de gas inerte.
Las ventajas de este proceso son:
Es la soldadura de mayor productividad, al no ser necesario esperar a que se alcancen las condiciones de vacío.
No existen tantas limitaciones en relación al tamaño de la pieza.
Las limitaciones del proceso son:
La divergencia del haz de electrones como consecuencia de la mayor concentración de aire da lugar a cordones considerablemente más anchos y menos profundos que los obtenidos con los otros procesos.
Metales soldables
Aceros al carbono y aleados.
Metales refractarios (W,Mo,Nb).
Cobre y sus aleaciones.
Aleaciones de Magnesio.
Aleaciones de Titanio.
Berilio.
Zirconio.
Aplicaciones
Industria aeroespacial.
Industria automotriz: soldadura de engranes y turbocompresor.
Construcción e ingeniería: válvulas, sierras, tanques blindados...
Industria energética: calderas nucleares, recipientes para desechos nucleares, turbinas de vapor...
SOLDADURA ELÉCTRICA POR RESISTENCIA
La soldadura por puntos es un método de soldadura por resistencia que se basa en presión y
temperatura, en el que se calienta una parte de las piezas a soldar por corriente eléctrica a temperaturas
próximas a la fusión y se ejerce una presión entre las mismas. Generalmente se destina a la soldadura de
chapas o láminas metálicas, aplicable normalmente entre 0,5mm y 3mm de espesor.
El soldeo por puntos es el más común y simple de los procedimientos de soldadura por resistencia. Los
materiales bases se deben disponer solapados entre electrodos, que se encargan de aplicar secuencialmente
la presión y la corriente correspondiente al ciclo produciendo uno o varios puntos de soldadura.
Características del proceso
Es un tipo de soldadura que se cataloga por soldadura sin fusión del metal base a soldar, se considera un
proceso en el cual los electrodos utilizados no son consumibles, además no se necesita material de aporte
para que se produzca la unión entre las dos piezas, se considera un tipo de soldadura rápida, limpia y fuerte.
El material utilizado de los electrodos es una aleación de cobre con Cd, Cr, Be, W con objeto de que
presente una baja resistencia y una elevada oposición a la deformación bajo una presión estando su dureza
comprendida entre 130 y 160 HB.
También este tipo de soldadura necesita de un transformador donde la bobina secundaria suministra un
voltaje a los electrodos de 1V a 10V y una gran corriente, debido a que generalmente la resistencia de las
piezas a soldar es muy baja por tanto la corriente que debe pasar por la zona a soldar debe de ser del orden
de los 500 amperios.
Proceso de soldadura
El principio de funcionamiento de este proceso consiste en hacer pasar una corriente eléctrica de gran
intensidad a través de los metales que se van a unir. Como en la unión de los miemos la resistencia es mayor
que en el resto de sus cuerpos, se genera el aumento de la temperatura en juntura, Efecto Joule (Q = I^2 Rt).
Donde:
| Q = Cantidad de calor generado (J) I = Intensidad de la corriente de la soldadura (A) R = Resistencia eléctrica de la unión a soldar (Ω) t = Tiempo durante el cual circula la corriente (s) |
Aprovechando esta energía y con una determinada presión se logra la unión. Solamente se obtienen
soldaduras uniformes si las chapas a soldar están limpias, los óxidos superficiales son causa de variaciones en
el tamaño y resistencia de los puntos de soldadura. Esto es especialmente cierto en el aluminio. La presencia
de óxidos o suciedad puede aumentar diez veces o más la resistencia total entre los puntos de los electrodos.
La soldadura por resistencia es aplicable a casi todos los metales, excepto, zinc y plomo. Junto con la
soldadura MIG-MAG son los dos procesos de soldadura en los cuales existe un mayor nivel de
automatización robotizada.
Parámetros a considerar
Para este tipo de soldadura se deben de tener en cuenta varios parámetros regulables:
1. Intensidad-tiempo de soldadura
2. Resistencia eléctrica de la union
3. Presión de apriete
4. Geometría de los electrodos
La intensidad es el factor más influyente en el calentamiento final. Para una soldadura rápida se necesita más
intensidad y menos tiempo y viceversa. El parámetro correspondiente a la resistencia eléctrica de la unión, es
un parámetro a tener en cuenta pues influye directamente en la cantidad de calor generado en la soldadura. A
mayor conductividad eléctrica menor resistencia al paso de la corriente (Aumento de la intensidad). Los
factores que influyen en la resistencia eléctrica son:
| La temperatura, cuyo aumento provoca una disminución de la resistencia. La fuerza aplicada a los electrodos, que al aumentar la presión a las piezas a unir, provoca la disminución de las resistencias de contacto. El estado superficial de las superficies a unir, su limpieza y la eliminación de rugosidades ocasión menores resistencias de contacto. El estado de conservación de los electrodos, cuyo desgaste y deterioro provoca el aumento de las resistencias de contacto con las piezas a unir. La presión de apriete, también se considera un parámetro muy importante ha tener en cuenta. |
Al inicio de la soldadura la presión debe de ser baja, con una resistencia de contacto elevada y calentamiento
inicial con intensidad moderada. Esta presión debe de ser suficiente para que las chapas a unir tengan un
contacto adecuado y se acoplen entre si. Iniciada la fusión del punto de la resistencia de contacto es la zona
delimitada por los electrodos, la presión debe de ser alta para expulsar los gases incluidos y llevar la forja del
punto.
Las presiones excesivamente bajas son consecuencia de una forja deficiente además de altas resistencias de
contacto produciendo salpicaduras, proyecciones, cráteres y pegaduras. Por el contrario, una presión
excesivamente alta puede producir una expulsión del metal fundido y una disminución de la resistencia,
además de esto también puede producir, una baja resistencia de contacto, huellas profundas en la chapa,
partículas de material del electrodo desprendidas y una deformación plástica de los electrodos.
Equipo necesario
Los elementos que componen una maquina de soldadura por puntos son los siguientes:
Sistema de puesta bajo presión de las piezas a unir.
Transformador eléctrico generador de intensidad.
Sistema de paro o temporizador.
Electrodos
Los electrodos utilizados en soldadura por puntos puede variar en gran medida dependiendo de la aplicación
que vallamos a realizar, cada tipo de electrodo tiene una función diferente.
Electrodos de radio se utilizan para aplicaciones de alta temperatura.
Electrodos con una punta truncada se utilizan para altas presiones.
Electrodos excéntricos se utilizan para soldar esquinas, o para llegar a rincones y espacios pequeños.
También hay electrones para poder acceder al interior de la pieza a soldar
Fases de las soldaduras por puntos
1. Colocación de las chapas a soldar entre las pinzas.
2. Bajada de los electrodos, que corresponde al tiempo que transcurre desde la operación de
acercamiento de los electrodos hasta que comienza el paso de la corriente
3. Tiempo de soldadura, que consiste en el tiempo durante el cual esta pasando la corriente eléctrica.
4. Tiempo de forja, es el tiempo transcurrido entre el corte de la corriente y el levantamiento de los
electrodos.
5. Tiempo de enfriamiento, consiste en la desaparición de la presión además de los electrodos.
Efectos en los materiales
El proceso de soldadura por puntos tiende a endurecer el material, hacer que se deforme, reducir la
resistencia a la fatiga del material, y puede estirar el material. Los efectos físicos de la soldadura por puntos
puede crear fisuras internas y grietas en la superficie. Las propiedades químicas afectadas son la resistencia
interna del metal y sus propiedades corrosivas.
Metales soldables
La soldabilidad de los metales y aleaciones depende de su resistencia eléctrica. De acuerdo con este criterio,
los diversos materiales pueden agruparse en dos tipos:
- De elevada resistencia eléctrica y baja conductividad térmica, como los aceros, que se sueldan con
intensidades relativamente pequeñas y tiempos de paso largos.
- De baja resistividad eléctrica y elevada conductividad térmica, tales como el aluminio y sus aleaciones y
las aleaciones de cobre que se sueldan con altas intensidades y tiempos muy cortos.
Los aceros suaves se sueldan fácilmente, al igual que los de bajo contenido en elementos especiales. Los
aceros de temple son soldables, pero precisan un recocido después de soldar debido a que por el rápido
enfriamiento la soldadura se vuelve frágil. Este recocido se realiza automáticamente en algunas máquinas de
soldar.
Los aceros inoxidables al cromo-níquel se sueldan muy bien con una corriente moderada, fuerte presión y un
tiempo de soldadura corto y preciso. El níquel y sus aleaciones se sueldan fácilmente con una intensidad muy
elevada.
El aluminio, el magnesio y sus aleaciones pueden soldarse a condición de que se emplee una corriente muy
intensa durante un tiempo muy corto y se controle rigurosamente la cantidad de energía suministrada.
El latón se suelda más fácilmente que el aluminio aplicando una corriente elevada durante un tiempo corto. El
zinc y sus aleaciones son delicadas de soldar por su baja temperatura de fusión. El cobre es imposible de
soldar con cobre. En mejor de los casos, la soldadura es muy mala. Las aleaciones rojas y los bronces
fósforos se sueldan mejor.
Los metales y las aleaciones de distinta naturaleza son soldables por puntos si forman una aleación y sus
temperaturas de fusión no son muy diferentes.
Soldadura por puntos mediante robot
Estamos ante brazos robots manejados mediante ordenador, en la punta del brazo se les añade un sistema de
soldadura por puntos, o cualquier otro que queramos utilizar, dependiendo de nuestro producto a soldar.
estos brazos ofrecen máxima precisión y alta velocidad, así como la posibilidad de instalarlos en una línea de
montaje con una función programada.
Aplicaciones
La soldadura por puntos, se utiliza para cualquier tipo de chapa, pero la más importante se encuentra en la
del automóvil. La soldadura por puntos también se utiliza en la ciencia de la ortodoncia, donde el equipo
utilizado es un soldador por puntos pero pequeña escala ya que cambia el tamaño de metal. Otra aplicación
es la unión por correas en la soldadura de pilas.
Suscribirse a:
Entradas (Atom)